

人造板(刨花板)生产全过程的仔细介绍,涵盖从原料到成品的16道核心工序,基于国际标准生产线(以德国迪芬巴赫/辛北尔康普生产线为例):
一、原料准备阶段
1. 木材原料选择与处理
原料来源:
林业加工剩余物(占60%):枝桠材、锯木厂边角料、间伐材;
可持续木材(占40%):人工速生林(如松木、杨木),符合FSC/PEFC认证。
预处理流程:

关键设备:维曼(Vecoplan)重型削片机,功率≥500kW。
2. 木片筛选与清洗
筛选分级:
通过振动筛将木片分为:表层细料(≤1mm):用于板面平整;
芯层粗料(1-5mm):提供结构强度。
水洗除杂:
高压水冲洗去除泥沙、树皮残留,含水率调整至12%-15%。
二、刨花制备工段
3. 刨片精细加工
刨片机类型:
环式刨片机(Pallmann):将木片切削成0.2-0.5mm厚刨花;
打磨机(Refiner):对粗料二次研磨,确保纤维长度一致。
刨花分级:
类别 厚度 用途 表层刨花 0.15-0.3mm 表面光滑度关键 芯层刨花 0.5-1.0mm 提供抗弯强度
三、干燥与施胶
4. 刨花干燥
干燥设备:
三通道滚筒干燥机(BINOS品牌),热风温度180-220℃。参数控制:
入口含水率:30-40% → 出口含水率:2%-4%;
过干报警:含水率<1%将触发自燃风险停机。
5. 精准施胶
胶黏剂配方:
普通板:脲醛树脂胶(固含量60%),施胶量8-10%;
无醛板:万华MDI胶(异氰酸酯),施胶量4-6%。
施胶工艺:
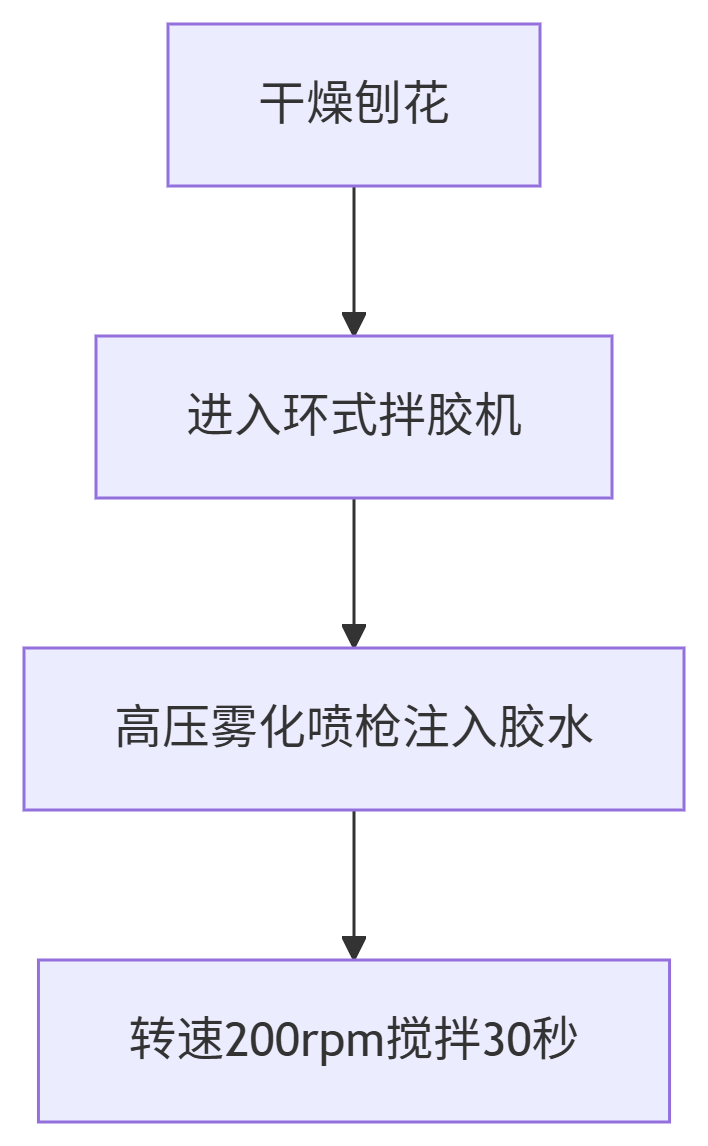
精度要求:胶水分布误差≤±0.5%。
四、铺装与预压
6. 渐变结构铺装
铺装机类型:
机械式/气流式铺装机(辛北尔康普ContiRoll)。铺装逻辑:
底层:细刨花(保证底面平整);
芯层:粗刨花(提升强度);
表层:超细刨花(便于饰面加工)。
7. 连续预压成型
预压机参数:
压力:2-3MPa;
速度:800-1200mm/s;
输出:蓬松刨花板坯压实至原厚度50%。
五、热压固化
8. 高温高压定型
热压机类型:
连续平压机(如迪芬巴赫ContiPress),长度超30米。工艺参数:
指标 表层温度 压力 时间(每毫米板厚) 标准板 180-200℃ 25-30MPa 20-25秒 防潮板 200-220℃ 30-35MPa 25-30秒 化学变化:
树脂在高温下交联固化,形成三维网状结构(MDI胶生成聚脲高分子)。
六、后期处理
9. 冷却与调质
出板处理:
出板温度:80-90℃ → 冷却至40℃以下;
湿度平衡:堆垛静置72小时,含水率稳定至6%-8%。
10. 砂光定厚
砂光机:
6轴宽带砂光机(赫兹玛公司),砂带粒度60#→180#→240#。精度控制:
厚度公差:±0.2mm(如标称18mm板实际17.8-18.2mm);
表面粗糙度:Ra≤5μm(达镜面效果)。
七、品质检测
11. 物理性能测试
必检项目:
指标 标准方法 合格值 静曲强度 EN 310 ≥18MPa(18mm板) 内结合强度 EN 319 ≥0.45MPa 吸水厚度膨胀率 EN 317 ≤8%(24小时)
12. 环保检测
甲醛释放量:
ENF级:气候箱法≤0.025mg/m³;
F4星:干燥器法≤0.3mg/L。
无醛验证:
MDI胶板材需通过气相色谱-质谱联用(GC-MS) 检测游离异氰酸酯残留。
八、切割与包装
13. 纵横裁切
裁板锯:
电脑数控裁板锯(意大利比雅斯),精度±0.15mm。出材率优化:
AI排料系统将板材利用率提升至92%以上。
14. 防伪与溯源
每张板身份码:
激光雕刻唯一ID;
扫码可查生产批次、胶水类型、检测报告。
附:颗粒板生产核心设备清单
| 工序 | ||
|---|---|---|
结论:颗粒板是科技与环保的结晶
一张优质颗粒板的诞生需经过200+项工艺控制点,融合了材料科学、流体力学、自动化控制等多学科技术。其环保性与性能完全取决于:
胶黏剂类型(MDI胶>三聚氰胺改性胶>脲醛胶);
设备精度(德国线>国产线>小作坊);
品控标准(ENF级>国标)。
选择正规品牌颗粒板,其综合性能可超越90%的天然实木!